非标波峰焊治具耐高温通用钛合金过锡炉载具关键要点解析
2025-08-09 21:58 709次浏览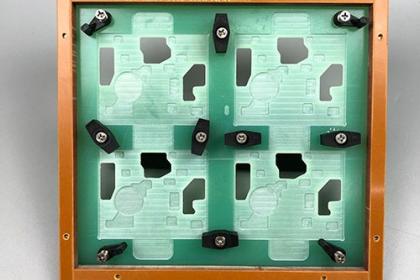
非标波峰焊治具(即定制化波峰焊载具)采用耐高温钛合金材料时,需综合考虑设计、材料特性、工艺适配性及成本效益。以下是关键要点解析:
1.钛合金的材料优势
耐高温性:钛合金(如TC4)可长期耐受300℃以上高温,短期峰值可达600℃,远高于波峰焊的典型温度(250300℃),避免变形或氧化。
轻量化:密度约为钢的60%,减轻设备负载,适合高速产线。
抗腐蚀性:抵御助焊剂、锡渣的化学侵蚀,延长使用寿命。
低热导率:减少治具吸热,提升焊接能效。
2.非标设计核心考量
精密结构:需根据PCB尺寸、元件布局定制开槽/镂空,确保锡流覆盖焊点且避让敏感部件(如连接器)。
热变形控制:通过有限元分析(FEA)模拟热应力分布,优化加强筋设计,避免高温翘曲。
兼容性:适配不同板厚(如加装弹性压扣)、双面焊接需求(可翻转结构)。
3.工艺适配性优化
表面处理:建议微弧氧化或陶瓷涂层,进一步降低锡膏附着,便于清洁。
夹具定位:采用钛合金销钉+耐高温硅胶垫的组合,确保PCB固定稳固且防刮伤。
过炉稳定性:设计导流槽引导锡流,减少湍流导致的虚焊或桥接。
4.成本与替代方案
钛合金成本:约为铝合金的510倍,但寿命可延长3倍以上,适合高附加值产品(如军工、医疗)。
经济型替代:
复合材料:如PEEK(耐260℃)+玻纤增强,适合中低温场景。
阳极氧化铝:成本低,但需定期更换(约12年寿命)。
5.供应商选择建议
加工能力:确认供应商拥有五轴CNC和激光切割设备,确保复杂结构精度(±0.05mm)。
案例验证:要求提供类似行业的成功应用(如汽车电子高频治具)。
测试协议:需进行至少500次过炉试验,验证尺寸稳定性与抗疲劳性。
6.维护与升级
清洁规程:推荐使用超声波清洗(中性溶剂),避免机械刮擦。
东莞市路登电子科技有限公司
谢小姐